01, 2020
by Oree Laser
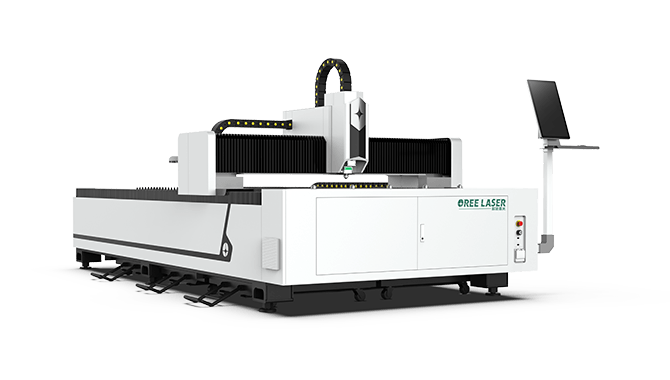
Пластина из нержавеющей стали - это материал, который любят в течение десяти минут во многих областях. Его продукция обладает превосходными характеристиками во всех аспектах и длительным сроком службы. Она широко используется в машиностроении, строительстве, производстве кухонных принадлежностей и на железнодорожном транспорте. Транспортные средства и другие отрасли. В настоящее время большинство пластин из нержавеющей стали подвергаются лазерной резке. Для резки высококачественных пластин из нержавеющей стали требуются определенные навыки.
Метод резки и отладки толстой пластины из нержавеющей стали
●Выбор форсунки: в зависимости от толщины нержавеющей стали заказчика, определить размер форсунки и отрегулировать необходимое давление воздуха
●Управление частотой: введите основные параметры и увеличьте или уменьшите частоту в соответствии с оценкой поперечного сечения.
●Рабочий цикл: введите основные параметры и увеличьте или уменьшите рабочий цикл в соответствии с поперечным сечением.
●Скорость фокусировки: достигается эффект секционирования, увеличивается скорость и отлаживается самое быстрое значение
●Определите параметры: фактическое производство, рабочий цикл выше критического значения, а скорость - предельное значение 90%.
▲Расслоение поперечного сечения должно уменьшить частоту или должным образом уменьшить положительный фокус, а пожелтение секции должно уменьшить рабочий цикл;
▲Увеличение частоты и увеличение рабочего цикла может привести к увеличению скорости, но эффект поперечного сечения становится разностным слоем.Параметры можно регулировать в соответствии с фактическими условиями, чтобы сбалансировать спрос.
Выбор сопла
Диаметр сопла определяет форму воздушного потока, поступающего в разрез, площадь диффузии газа и скорость воздушного потока, который влияет на удаление расплава и стабильность резки. Поток воздуха в разрез большой, скорость высокая, и положение заготовки в потоке воздуха соответствующее, тем сильнее способность распылителя удалять расплав. Чем толще нержавеющая сталь, тем больше диаметр сопла и тем выше настройка давления воздуха. Давление и скорость потока должны соблюдаться одновременно, чтобы уменьшить эффект нормального сечения.

Чем толще нержавеющая сталь, тем больше необходимо использовать сопло, чем больше настройка пропорционального клапана, и чем больше расход, тем больше давления можно обеспечить и уменьшить эффект нормального сечения. В то же время, чтобы обеспечить эффект резки и защитить сопло от повреждений. Перед процессом резки также требуется коаксиальное испытание, чтобы убедиться, что сопло и лазерный выходной луч являются коаксиальными.
Метод испытания: приклейте скотч на торце сопла, отрегулируйте выходную мощность лазера для перфорации, проследите, есть ли центральное отверстие и положение центрального отверстия на скотче, и отрегулируйте регулировочный винт на рукоятке полости зеркала до включения лазера. Отверстие, пробитое на скотче, совпадает с центром сопла.

отладка частоты
Влияние изменения частоты на резку толстого листа из нержавеющей стали: частота уменьшается с 500-200 Гц, эффект режущей части становится тонким, и наслоение постепенно улучшается. Когда частота установлена на 100 Гц, она не может быть обрезана и против синего света. Найдите оптимальный диапазон частот, изменив частоту. Чтобы обеспечить лучшую секцию резки, количество импульсов должно быть идеально согласовано с энергией одного импульса.

отладка рабочего цикла
Влияние изменения рабочего цикла на резку толстолистового листа из нержавеющей стали: рабочий цикл 53% является критическим значением, продолжайте сокращать рабочий цикл, на нижней поверхности появляются неразрезанные следы, рабочий цикл увеличивается до 60%, сечение становится шероховатым, а слой Очевидно, поверхность разреза желтая.

выбор фокуса
Фокусная точка различна, и толщина, материал и качество, которые можно разрезать, также различны.Различные материалы и толщину необходимо отрегулировать для разных фокусных точек. Перед резкой измерьте фактическую нулевую фокусировку, а затем обратитесь к параметрам процесса резания, чтобы быстрее определить наиболее подходящий фокус резания.
метал | талщина | резать | фокус |
Нержавеющая сталь | ≤25mm | Полная мощность непрерывной легкой резки | Отрицательный фокус |
>30mm | Пиковая мощность импульсной резки | Позитивный фокус |
Примечание: выше приведен метод отладки параметров, конкретные значения должны быть определены в зависимости от мощности лазеров и пластин разной толщины.
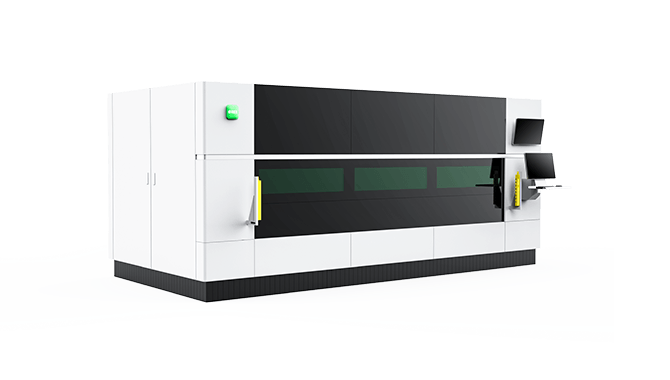
Оре лазер 10000вт резать нержавещая сталь

Добро пожаловать на наш завод по производству станков для лазерной резки -oreelaser
Copyright ® 2018 OREE LASER