04, 2020
by Oree Laser
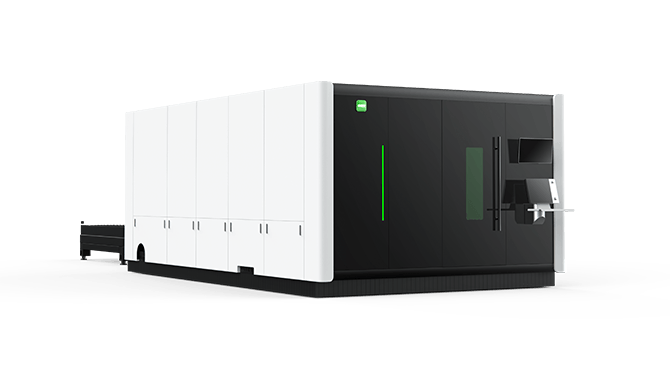
Как метод резки материала, лазерная обработка все больше и больше принимается производителями листового металла. Лазерная резка стала одним из важных методов металлообработки современных предприятий. Лазерная резка заключается в использовании сфокусированного лазерного луча с высокой плотностью мощности для облучения заготовки, так что облучаемый материал плавится, испаряется, аблируется или достигает точки воспламенения, и в то же время расплавленный материал выдувается высокоскоростным потоком воздуха, коаксиальным с лучом, тем самым достигая резки заготовки.
Общие проблемы при лазерной резке средних и толстых металлических пластин:
1. Перфорация толстой пластины из углеродистой стали
При обработке толстых пластин проблема времени перфорации составляет большую часть. Различные производители лазеров разработали свои собственные решения для перфорации. Более характерной является энергетическая перфорация. Преимуществом этого метода является быстрая скорость, но дефекты влияют на небольшие формы При обработке энергия, вводимая во время перфорации, повышает температуру листа и влияет на последующий общий процесс резки. Однако если для перфорации используется небольшой импульс мощности, время будет очень большим, что приведет к снижению эффективности резки.
2. Проблема качества поверхности резки
При резке средних и тяжелых пластин мы часто сталкиваемся с проблемами поперечного сечения резки. Качество таких нарезанных продуктов ставится под сомнение. Оно также сопровождается чрезмерным выгоранием и серьезным липким шлаком, поэтому он не может отражать ценность дорогостоящих станков для лазерной обработки.
3. Стабильность всей платы обработки
При обработке всей стальной пластины часто возникает явление плохой локальной обработки. Это явление иногда очень случайное, даже если обрабатывающий аппарат находится в хорошем состоянии.

Существуют следующие решения вышеуказанных проблем:
1. Пиковая перфорация. Как следует из названия, используется импульсный лазер с высоким пиком с малым рабочим циклом, дополненный нетопливным топливом, распыляемым на поверхности материала для удаления насадки на краю отверстия, а разумная частота импульса контролируется для охлаждения и прокалывания при охлаждении.
2. Для углеродистой стали важным фактором для изменения режущей секции является управление подачей тепла на пластину и достижение сгорания части облучения лазером. Для нержавеющей стали важными факторами, влияющими на режущий участок, являются улучшение балки и использование газа.
3. Решение для стабильности обработки: использование оптического пути одинаковой длины (с равной длиной пути распространения света между источником света и обрабатывающей головкой в пределах диапазона обработки) может уменьшить изменение глубины фокуса, тем самым сохраняя точку и глубину фокуса одинаковыми.
Добро пожаловать на наш завод по производству станков для лазерной резки -oreelaser
Copyright ® 2018 OREE LASER