04, 2021
by oreelaser

Когда углеродная сталь вырезана, определяется толщина листа, существует предельная мощность.
Процесс анализ кислородной резки углеродистой стали яркой поверхности:
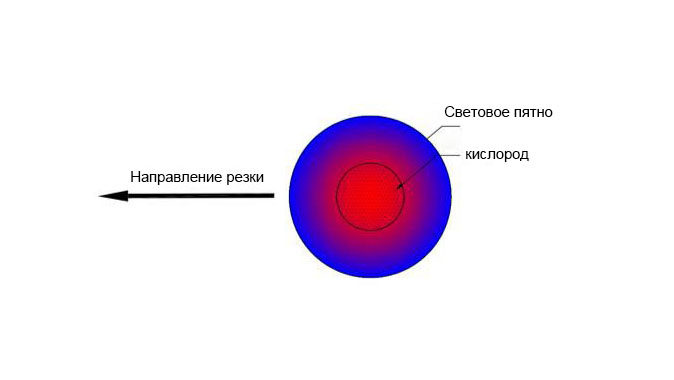
▲Диаметр расхода газа кислорода меньше, чем поверхность поверхности листа
(1) Три роли лазера
① Предварительный нагрев перед началом резания - до начала резания температура стальной пластины нагревается до температуры топливной точки (> 1000 ° C), так что она может быть высокой температурой окисления кислородом;
② Эффект предварительного нагрева во время процесса резания - нагревает стальной лист в передней части щели до температуры топливной точки, обеспечивая пропучение потока резки газа, а поверхность может быть быстро окислена.
③ качания, эффект тепловой компенсации - на швом, компенсируют потери тепла из-за переноса тепловой передачи, излучения, дегенерации и т. Д. Для обеспечения температуры области резки;
(2) Роль кислорода
Режущий эффект - кислород и высокотемпературный железо имеют серьезные окисленные экзотермические реакции, расплавленные металл при выдумке шлака.
Яркие условия резки поверхности:
① подходит для резки с небольшими насадками, небольшими диаметрами потока воздуха;
② Для обеспечения того, чтобы поверхность листа достаточно большая, при резке большого дефокуса;
③ Толщина листа взвешивается, чем больше диаметр пятна, тем больше степень фокусировки;
④ Чтобы обеспечить облучение места на поверхности листа к нагреванию температуры стальной пластины до температуры топливной точки (> 1000 ° C), но увеличит тепловой вход, но приведет к перегреву листа, режущий эффект неблагоприятной ;
Видно, что блеск углеродистой стали вырезан, а для средней тонкой пластины мощность уровня ватта не может оказать желаемое преимущества. Раствор состоит в том, чтобы вырезать углеродную сталь как режущую нержавеющую нержавеющую сталь и дать полное использование энергии лазера 10000вт для достижения высокоскоростной резки углеродистой стали.
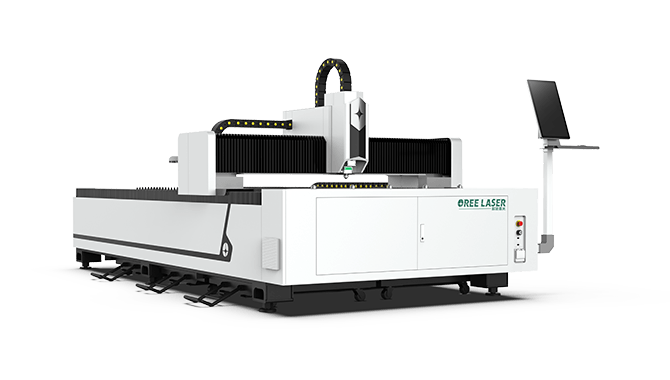
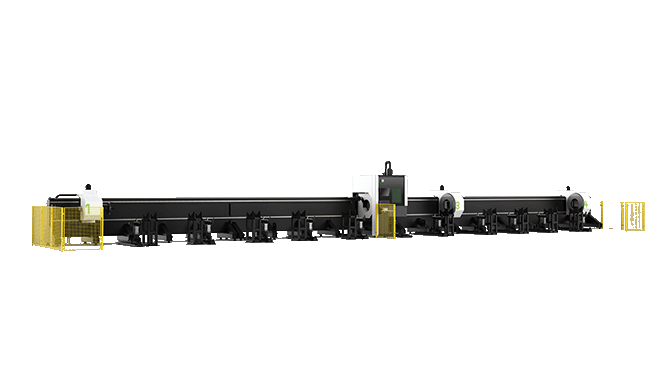
Добро пожаловать на наш завод по производству станков для лазерной резки -oreelaser
Copyright ® 2018 OREE LASER