03, 2021
by oreelaser

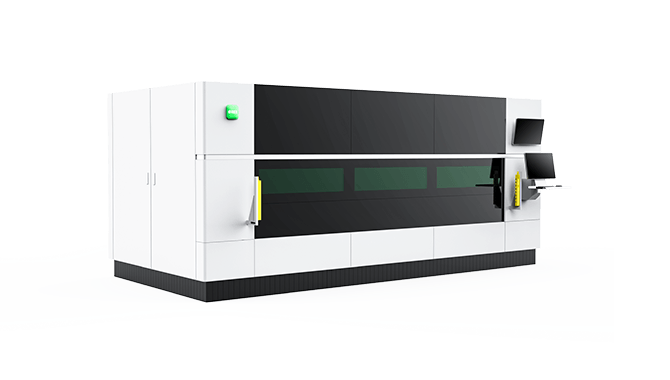
MAX 15000W Источник
Общие проблемы и решения для резки и устранения неисправностей из углеродистой стали
Толщина и эффект | проблема | решить |
Яркая поверхность 25 мм яркая поверхность 30 мм Матовая поверхность 40 мм | Режущее сопло нагревается | ① Увеличьте размер сопла; ②Объектив загрязнен, очистите объектив; ③Уменьшите положительную направленность резки. |
Шероховатая поверхность резания | ① Поднимите положительный фокус резки; ②Уменьшите размер сопла; ③Уменьшите давление воздуха для резки; ④ Увеличьте скорость резки. | |
Резка окалины | ① Несоответствующая скорость резания; ② Увеличьте давление воздуха для резки; ③ Неправильный фокус резания. | |
Несогласованная поверхность реза | ① Выходное отверстие форсунки не круглое; ②Лазер находится не в центре сопла. |
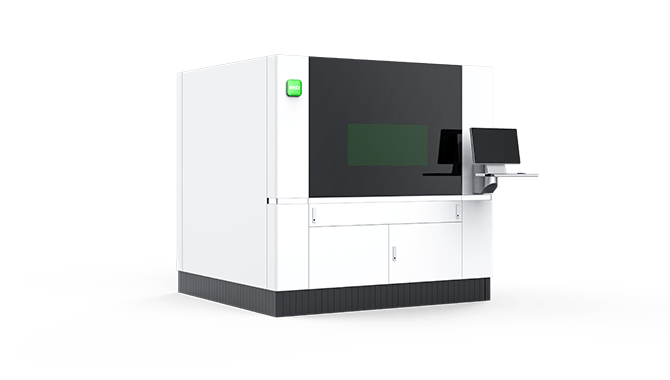
MAX 15000W Источник
Общие проблемы и решения для резки и устранения неисправностей нержавеющей стали
Толщина и эффект | проблема | решить |
6 мм: без шлака 20 мм: точечный шлак | Нарезка и наслоение | ①Уменьшите скорость резания; ② Увеличьте давление воздуха для резки; ③ Увеличьте размер сопла; ④ Неправильная резка. |
Есть огарок | ① Несоответствующая скорость резания; ② Увеличьте давление воздуха для резки; ③Уменьшите негативную направленность резки. | |
Медленная эффективность резки | ①Объектив загрязнен; ② Увеличьте давление воздуха для резки. | |
40mm:少量挂渣 | Нарезка и наслоение | ①Уменьшите частоту; ②Поднимите положительный фокус лазерной головки; ③ Увеличьте давление воздуха для резки. |
Желтая поверхность среза | ①Уменьшите рабочий цикл; ②Поднимите положительный фокус лазерной головки; ④ Увеличьте давление воздуха для резки. |
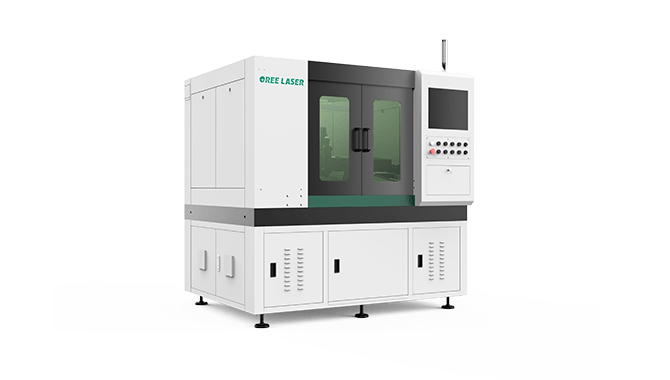
Метод испытания стабильности резания
Чтобы гарантировать стабильность оборудования во время обработки партий и стабильность качества обрабатываемой продукции, перед формальной обработкой партий требуются испытания на стабильность.
Тестовый материал: | 6-10mm нержавеющая сталь | Кривая испытания: | Спираль |
время тестирования: | 5-10min | Вспомогательный газ: | Азот газ |
метод тестирования | ① Отрегулируйте параметры резки нержавеющей стали, чтобы на режущей поверхности не было шлака и расслоений; ② Непрерывная резка на полной мощности в течение 5-10 минут для проверки ровности поверхности резания; ③Если есть проблемы, такие как постепенное увеличение окалины, синий свет после резки и непрерывная резка, это означает, что фокус резки смещен. Необходимо проверить линзу режущей головки (линза загрязнена / линза низкого качества проблемы с тепловым объективом) и положение фокусировки. | ||
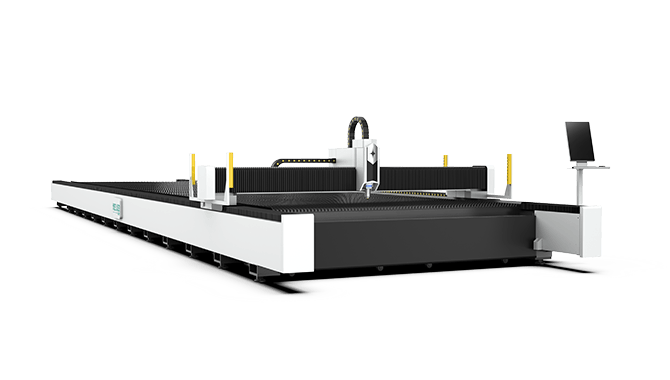
Добро пожаловать на наш завод по производству станков для лазерной резки -oreelaser
Copyright ® 2018 OREE LASER