11, 2019
by Oree Laser
В раннем периоде Oreelaser разобрался с десятью общими проблемами лазерной резки углеродистой стали, в этот период мы привносим общие проблемы в процесс лазерной резки нержавеющей стали.

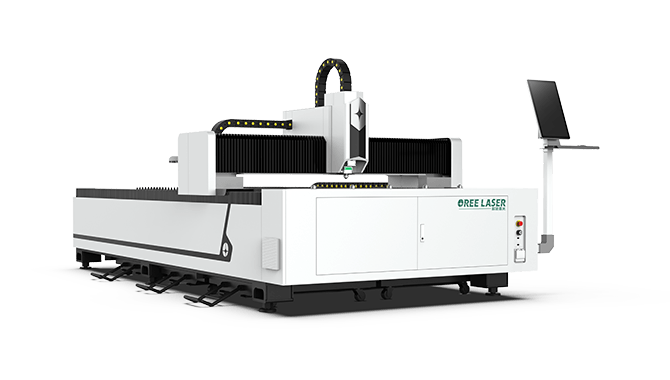
При лазерной резке нержавеющей стали нержавеющая сталь плавится и испаряется за счет энергии, выделяющейся при облучении лазерного луча на поверхность стального листа. И это быстрый и эффективный метод резки нержавеющей стали лазером для изготовления листа из нержавеющей стали.
Если параметры процесса лазерной резки строго контролируются во время обработки, коррозионная стойкость таких материалов может сохраняться. И наиболее важными параметрами процесса, влияющими на качество резки нержавеющей стали, являются скорость резки, мощность лазера и давление воздуха. Конкретные проблемы и методы отладки заключаются в следующем:
Производят крошечные регулярные заусенцы в форме капель

Возможные причины | Решения |
Фокус слишком низкий | Поднимите фокус |
Слишком высокая скорость подачи | Уменьшить скорость подачи |
С двух сторон образуются длинные неровные заусенцы, поверхность доски обесцвечена

| Возможные причины | Решения |
Слишком высокая скорость подачи | Увеличить скорость подачи |
Слишком высокий фокус | Уменьшить фокус |
Давление воздуха слишком низкое | Увеличить давление воздуха |
материал слишком горячий | Охлаждающий материал |
Создайте длинные неровные заусенцы только на одной стороне режущей кромки

Возможные причины | Решения |
Несоосность форсунки | Центрирующая насадка |
Слишком высокий фокус | Уменьшить фокус |
Давление воздуха слишком низкое | Увеличьте давление воздуха |
Скорость слишком низкая | Увеличить скорость |
Материал выгружается сверху

| Возможные причины | Решения |
Слишком низкая мощность | В этих случаях немедленно нажмите кнопку паузы, чтобы предотвратить попадание шлака на фокусирующее зеркало, увеличить мощность, снизить скорость подачи и уменьшить давление воздуха. |
Слишком высокая скорость подачи | |
Давление воздуха слишком высокое |
Что мне делать, если режущая кромка желтая?
Возможные причины | Решения |
Азот содержит кислородные примеси | Используйте хорошее качество, азот высокой чистоты |
Добро пожаловать на наш завод по производству станков для лазерной резки -oreelaser
Copyright ® 2018 OREE LASER