11, 2019
by Oree Laser
Что такое чрезмерное сжигание?
Станок для лазерной резки металла выделяет большое количество тепла при обработке листового металла. При нормальных условиях тепло, выделяемое при резании, будет распространяться по режущему шву в обрабатываемый листовой металл и получит достаточное охлаждение. При обработке небольшого отверстия в металлорежущем станке для лазерной резки внешняя сторона отверстия может быть достаточно охлаждена. Небольшая часть отверстия внутри одного отверстия легко вызывает чрезмерное сжигание и зависание шлака из-за небольшого пространства, где тепло может рассеиваться. Кроме того, при резке сляба расплавленный металл, накопленный на поверхности материала, и накопление тепла, выделяемого во время перфорации, могут вызывать турбулентность вспомогательного воздушного потока и чрезмерное поступление тепла, вызывая, таким образом, перегрев.
Как избежать перегорания при лазерной резке листового металла?
● Добавьте точку охлаждения в углу
При резке острых угловых металлических листов положение, при котором более вероятно возникновение перегорания, часто находится на острых углах. Перегоревшие режут острые углы в круг, затем вы можете добавить точку охлаждения в остром углу, сделать паузу в остром углу, дует воздух.

Вырежьте острые углы, перегрев до круглых углов

Нет острых углов
● Используйте мощные лазеры
При резке углеродистой стали можно использовать лазер более высокой мощности. Технология резки яркой поверхности позволяет эффективно избежать чрезмерного выгорания, а эта технология резки позволяет вырезать готовые изделия с яркой поверхностью без заусенцев.

чрезмерно горящие отверстия

Мощная лазерная технология для обработки блестящей поверхности (не перегорает)
● Азотная резка
При резке листового металла с использованием кислорода в качестве вспомогательного газа азот можно переключать на резку. Во время азотной резки материал полностью плавится под действием лазерной энергии, и азот выдувается из щели, чтобы избежать неправильной химической реакции. Температура в области температуры плавления является относительно низкой, благодаря охлаждающему и защитному эффекту азота реакция стабильна, и качество резки является высоким. Сечение мелкое и гладкое, шероховатость поверхности низкая, оксидного слоя нет.
● Увеличить давление воздуха
При использовании волоконно-лазерной резки для обработки алюминия и нержавеющей стали, вспомогательным газом является азот или воздух, и в процессе резки не будет гореть кромка. Однако из-за высокой температуры материала внутри небольшого отверстия явление зависания шлака внутри отверстия будет более достаточным. В этом случае заусенец и шлак могут быть уменьшены путем увеличения давления вспомогательного газа.

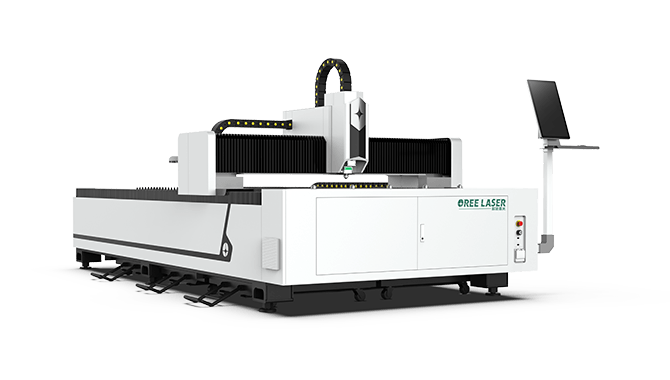
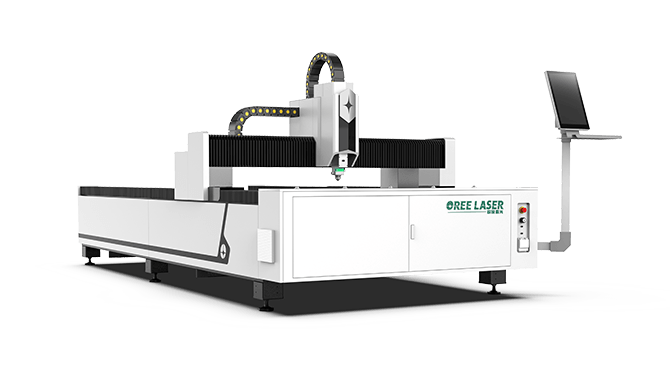
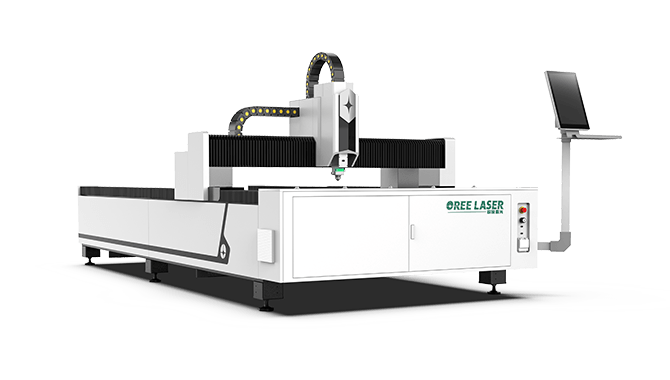
Станок для лазерной резки Oree режет нержавеющую сталь, углеродистую сталь, алюминий, четыре различных материала, эффект металлической пластины.
Добро пожаловать на наш завод по производству станков для лазерной резки -oreelaser
Copyright ® 2018 OREE LASER