-
ПРОДУКТЫ
-
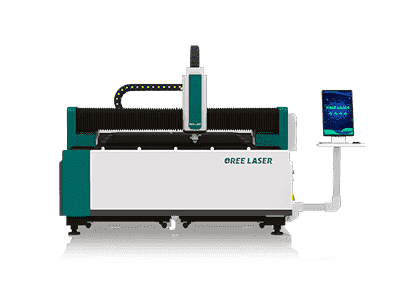
Станок для лазерной резки листового металла волоконным лазером
-
Мощный волоконно-оптический лазерный станок для резки OR-H
-
Защитный волоконно-оптический лазерный станок для резки OR-PH
-
Полностью закрытая платформа для обмена, станок для лазерной резки волоконным лазером OR-PA
-
Высокоточный волоконно-лазерный станок для резки OR-S
-
Станок для лазерной резки волоконным лазером Exchange Platform OR-EH
-
Сверхширокоформатный станок для лазерной резки листового металла OR-G
-
Станок для лазерной резки волоконным лазером с плоской платформой OR-FH
-
Станок для лазерной резки волоконным лазером OR-FM для обработки средних листов
-
Специализированный волоконно-оптический лазерный станок для резки рекламы OR-FMA
-
Мощный волоконно-оптический лазерный станок для резки OR-H
-
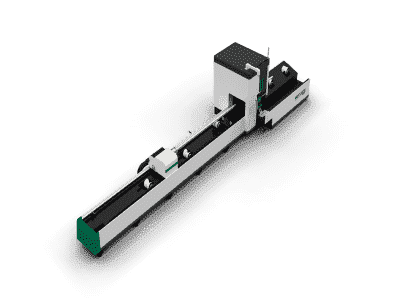
Станок для лазерной резки волоконных труб
-
Автоматический станок для лазерной резки труб с автоматической подачей OR-TN6016
-
Трехзажимной станок для лазерной резки труб с волоконным лазером OR-TS6020
-
Автоматический высокоскоростной труборезный станок TA6020
-
Станок для лазерной резки волоконных труб OR-TG
-
Экономичный станок для лазерной резки труб из волокна OR-TL
-
Автоматический станок для лазерной резки труб с автоматической подачей OR-TN6016
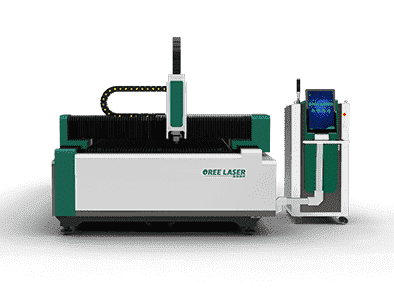
- Станок для лазерной резки листового и трубного металла двойного назначения (волоконный лазер)
- Ручной лазерный сварочный аппарат
- Оборудование для автоматизированных производственных линий
-
Станок для лазерной резки листового металла волоконным лазером
-
ПРИМЕНЕНИЯ
- О НАС
-
ОБРАЗЦЫ
-
Контакты