04, 2021
by oreelaser

Позиция фокуса - важный параметр, влияющий на качество резки в процессе лазерной резки. При резке без окисления пластин из нержавеющей стали важно уменьшить количество шлака и улучшить качество резки за счет выдувания расплавленного металла с помощью вспомогательных средств. Положение устанавливается внутри стальной пластины для увеличения ширины разреза и увеличения потока вспомогательного газа. Фактический производственный опыт также доказывает, что в процессе резки листа из нержавеющей стали без окисления положение фокуса устанавливается на внутреннюю часть стального листа, что позволяет получить хорошее качество обработки.
Позиция фокуса Выбор расфокусировки оказывает большое влияние на качество резки листа нержавеющей стали:
При подходящем положении фокуса режущий материал плавится, но материал рядом с режущей кромкой не плавится, шлак сдувается, образуя гладкий пропил без шлака.

Когда положение фокуса отстает, энергия, поглощаемая единицей площади нижней части режущего материала, уменьшается, а энергия резания ослабляется, в результате чего материал не может полностью расплавиться и уносится вспомогательными газ, так что не полностью расплавленный материал прилипает к нижней поверхности режущей пластины.

Когда положение фокуса продвигается вперед, средняя энергия, поглощаемая на единицу площади нижней половины режущего материала, увеличивается, в результате чего материал разрезается, а материал около режущей кромки плавится и становится текучей жидкостью. давление вспомогательного воздуха и скорость резания различны, при этом расплавленный материал прилипает к нижней поверхности материала в сферической форме и образует шлак.

В реальном производстве фокус лазерной резки листа нержавеющей стали необходимо выбирать на поверхности материала или под ней. Это связано с тем, что ширина верхней части режущей канавки увеличивается, текучесть газа и расплава улучшается, гладкая часть секции увеличивается, а качество резки улучшается. В процессе резки нет определенного значения для положения фокуса для стальных пластин разной толщины.Когда положение фокуса находится на поверхности стального листа или над ней, из-за низкой средней плотности мощности в нижней части стали. пластина и недостаточная энергия, легко образовать шлак на нижней поверхности. Поэтому при лазерной резке пластин из нержавеющей стали положение фокуса следует выбирать внутри материала. Чтобы улучшить текучесть газа и расплавленного металла, чтобы нижняя часть имела достаточную плотность энергии, чтобы расширить диапазон гладкой поверхности.
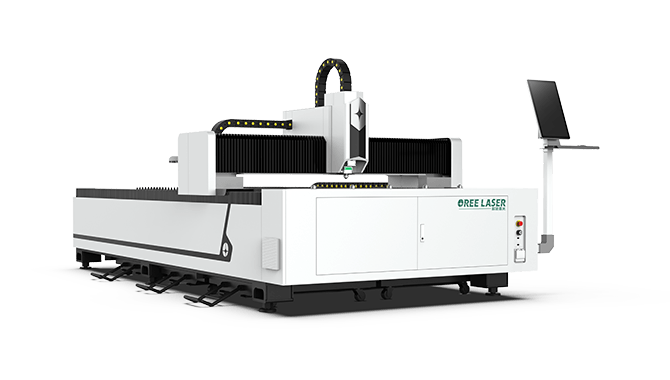
Добро пожаловать на наш завод по производству станков для лазерной резки -oreelaser
Copyright ® 2018 OREE LASER